Práticas Industriais
Processos de usinagem: furação, aplainamento, fresamento e brochamento


Quando falamos de usinagem, necessariamente estamos falando de uma atividade que consiste em poder realizar a remoção de uma parcela da matéria, da peça que está sendo usinada, por meio da aplicação de uma força. Essa força, mecânica ou não, possibilita a correta adequação da peça em processamento ao formato previamente estabelecido e especificado.
Em um processo de usinagem, existe uma forma de classificação básica que define o enquadramento específico das operações, considerando-se, para isso, o tipo de ferramental utilizado. Nesse sentido, estudaremos essa classificação, assim como as características dos processos de furação, aplainagem, fresamento e brochamento.
Quando procuramos entender melhor e, assim, estudar o processo de furação, devemos necessariamente identificar que ele representa um dos processos considerados mais comuns a serem realizados em peças metálicas. Além disso, o processo de furação representa uma das primeiras operações de usinagem executadas em todos os tempos.
A concepção desse processo está relacionada à obtenção de um furo com características geométricas geralmente cilíndricas em uma peça, por meio da utilização de uma ferramenta chamada broca, a qual possui a característica de ser multicortante.
Mediante análise dos estudos realizados por Ferraresi (2003), conseguimos perceber que a operação de furação é feita utilizando-se uma ferramenta (ou uma peça) que possua um movimento de giro em torno de seu eixo, sendo observado também um movimento com uma trajetória retilínea, coincidente ou paralela ao eixo da máquina utilizada.
As brocas utilizadas no processo de furação possuem uma classificação. Vamos enumerar a seguir as mais utilizadas:
I. brocas calçadas;
II. brocas helicoidais;
III. brocas canhão (para furos profundos).
Dentre as brocas utilizadas para a obtenção de furos, a mais utilizada até hoje é a chamada broca helicoidal, conforme Figura 2.1:

Em relação às vantagens identificadas com a utilização de brocas helicoidais, podemos identificar a seguintes:
No entanto, a utilização de um processo de furação com brocas helicoidais impossibilita que tenhamos resultados considerados satisfatórios em relação aos acabamentos superficiais, ou seja, serão obtidos valores de Ra em uma faixa que varia de 3,2 a 6,3 mm. Devido a isso, esse processo apresenta características de desbaste, isto é, não são obtidas condições favoráveis de boas tolerâncias dimensionais. Com isso, encontramos valores representativos a IT11.
Tendo isso em vista, devemos sempre considerar que, quando se realiza um processo de furação, surge a demanda de executar processos conjuntos a fim de conseguir um correto acabamento. Essas operações são identificadas como retificação interna, mandrilamento, alargamento etc.
Ainda sobre o processo de furação, podemos citar o equipamento conhecido como furadeira de bancada, por meio da qual podemos realizar as operações de furação. A furadeira de bancada pode ser identificada conforme a figura a seguir, que apresenta componentes específicos, tais como: conjunto de cabeçote, mesa móvel, coluna, suporte de mesa e base fixa:

Mesmo com todas as ações focadas em possibilitar um considerável ganho relativo ao rendimento e ao desempenho das operações de furação, as ferramentas identificadas como brocas helicoidais, ainda hoje, são caracterizadas como um verdadeiro gargalo para qualquer tipo de usinagem. Com isso, são necessárias várias ações para reduzir a velocidade de corte das ferramentas utilizadas em tornos, quando operarem em conjunto com máquinas automáticas.
Conforme definido por Stemmer (2008), as brocas helicoidais possuem conceitos básicos e nomenclaturas específicas para suas diversas partes. Nesse sentido, as normas ABNT NBR ISO 5419:2009 e ABNT NBR ISO 10899:2010 definem diretrizes para a fabricação e a aplicação de ferramental baseado em brocas de formato helicoidal produzidas em aço rápido.
Segundo Ferraresi (2003), a furação pode ser classificada de acordo com o tipo de operação, conforme podemos visualizar a seguir:

Operação que permite a confecção de um furo cilíndrico onde há a remoção do material por completo, referente com isso ao volume do furo considerado como final, onde a retirada do material é realizado sendo que o mesmo sai em forma de cavaco,sendo para isso necessário a adoção de ferramentas com características específicas.

Operação que permite a confecção de um um furo cilíndrico numa peça pré-furada.

Operação que permite a obtenção de furos com mais de um diâmetro de forma simultânea.

Operação que permite a obtenção de furos centrados, os quais possibilitam operações posteriores.

Operação que permite furos de forma parcial não passante.
Cabe ressaltar que esses processos de furação listados anteriores podem ser executados em equipamentos diferentes, ou seja, não estão atrelados exclusivamente ao uso de furadeiras. Assim, para a execução dessas operações, podemos utilizar também tornos e fresadoras.
Necessariamente, o processo de furação apresenta algumas características específicas. Vejamos a seguir:
apresenta variação na faixa que corresponde ao máximo e ao zero no ferramental, sendo observada também uma variação em relação aos esforços do gume principal e aos mecanismos efetivos para a geração dos cavacos.
operações consideradas difíceis de serem realizadas.
basicamente, quando aumentamos a profundidade desejada, ocorre o aumento de atrito das guias existentes na ferramenta com a parede do furo em usinagem.
considerada não propícia; para algumas operações, existe a opção de utilizar brocas que possuem dutos para a passagem de fluidos de corte, a fim de proporcionar um melhor arrefecimento da operação.
com canto vivo é muito suscetível a desgastes.
No mesmo sentido, podemos também enumerar as consideradas grandezas de corte, que devem ser ajustadas na máquina de forma direta ou indireta, para que assim seja possível realizar a usinagem ou a retirada do cavaco. Para isso, as grandezas de corte são:
Ao considerarmos a concepção das peças utilizadas nas indústrias nos dias de hoje, é fácil identificar que a maioria acaba apresentando ao menos um furo em sua estrutura, sendo que uma parcela reduzida desse montante já possui a furação pronta, proveniente de algum tipo de operação inicial (fundição, forjamento, sinterização etc.). Conforme Diniz, Marcondes e Coppini (2006), de forma geral, as peças e os componentes necessitam passar por um processo de furação passante ou parcial, bem como pelo processo de aumento de diâmetro.
Ao considerarmos uma peça a qual devemos realizar um furo passante e cilíndrico, onde para isso utilizaremos uma broca com diâmetro de 15 mm e a respectiva velocidade de rotação da ferramenta é definida em 1500 rpm, sendo também especificado um avanço de 0,3 mm/rot e um \(a_p\) de 30 mm. Mediante a utilização das fórmulas \({{v}_{c}}=\frac{\pi .d.n}{1000}\) e \({{v}_{f}}=f.n=\frac{1000.{{v}_{c}}}{\pi .d}.f\) , calcule os consequentes valores da velocidade de corte \(v_c\) e da velocidade de avanço \(v_f\).
Feedback: Inicialmente, para calcularmos o valor correspondente à velocidade de corte \(v_c\) iremos substituir na fórmula \({{v}_{c}}=\frac{\pi .d.n}{1000}\), os valores do diâmetro da broca d = 15, assim como a velocidade de rotação da ferramenta n = 1500. Desta forma, iremos obter a seguinte condição \({{v}_{c}}=\frac{\pi .15.1500}{1000}\), ao realizarmos os cálculos assim encontraremos \(v_c~=~70,68\) m/min.
Com relação ao valor representativo da velocidade de avanço \(v_f\), utilizaremos a fórmula \({{v}_{f}}=f.n\), com os valores já conhecidos de \(f~=~0,3\) mm/rot e \(n~=~1500\) rpm teremos, então, \(v_f~=~0,3~x~1500~=~450\) m/min.
Dentre os processos de usinagem existentes, o aplainamento é definido como sendo um processo mecânico de usinagem, realizado para a obtenção de superfícies com características planas. Essas superfícies podem estar nas posições horizontal, vertical ou inclinada.

As superfícies são geradas por meio da ação de um movimento característico, considerado retilíneo alternativo, em que a peça se move em relação ao ferramental. Também é possível que o ferramental se mova em relação à peça a ser usinada.
Ainda em termos de classificação, o aplainamento pode ser classificado como aplainamento de desbaste ou aplainamento de acabamento.
Outra característica interessante do processo de aplainamento, ao observarmos tanto os custos atrelados ao maquinário quanto os custos envolvidos no ferramental necessário à realização dessa operação, é que ele é considerado relativamente barato, devido ao uso de apenas uma aresta considerada cortante e mais fácil de ser encontrada no mercado. Além disso, há maior facilidade no que diz respeito à montagem, principalmente em comparação aos demais processos que realizam usinagem com ferramental multicorte.
Porém, em termos de desempenho e de velocidade de realização, o processo de usinagem é considerado lento, o que faz com que este não seja uma opção viável para operações de linha de produção seriada. No entanto, esse processo é recomendado para operações voltadas à fabricação de lotes pequenos de componentes.
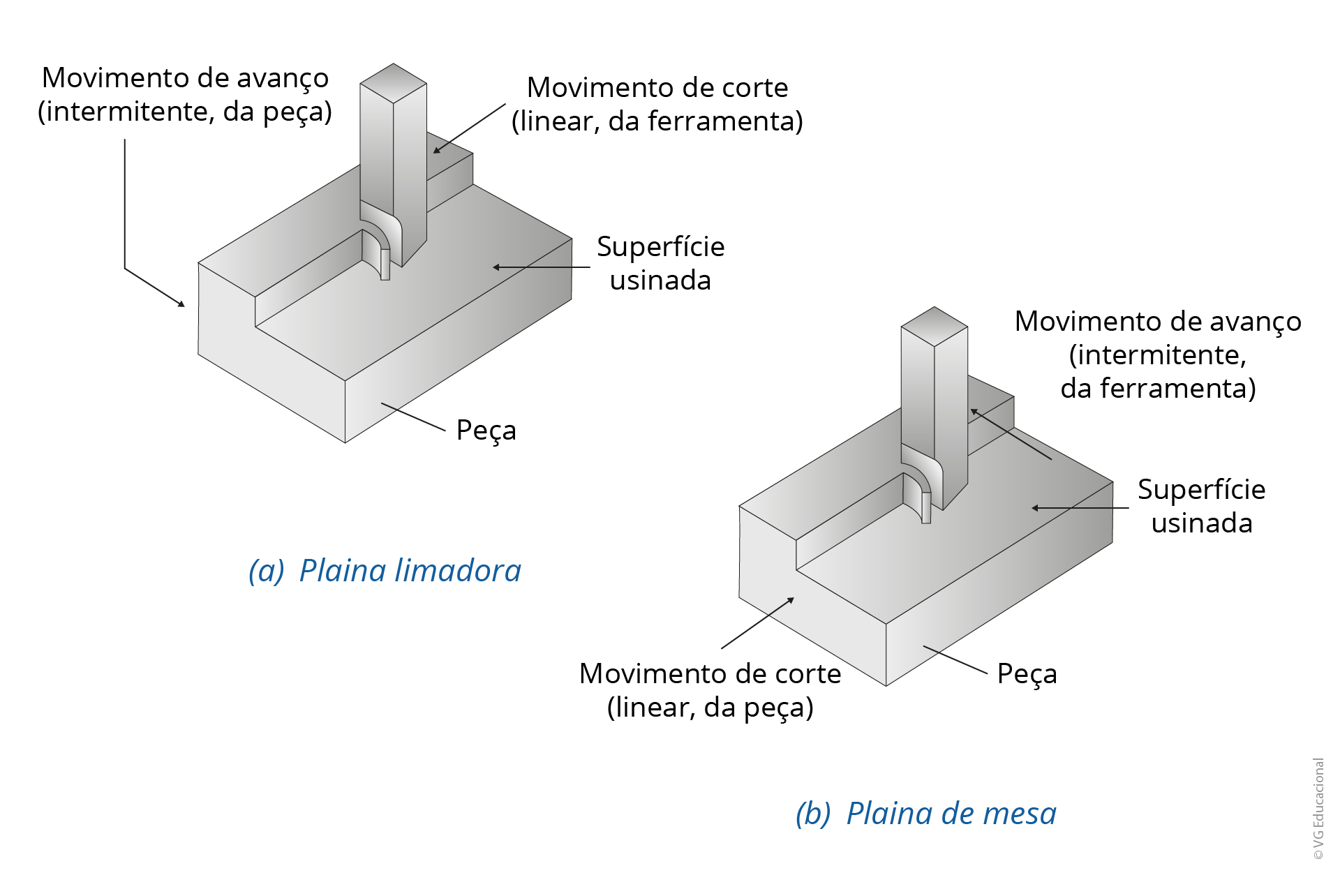
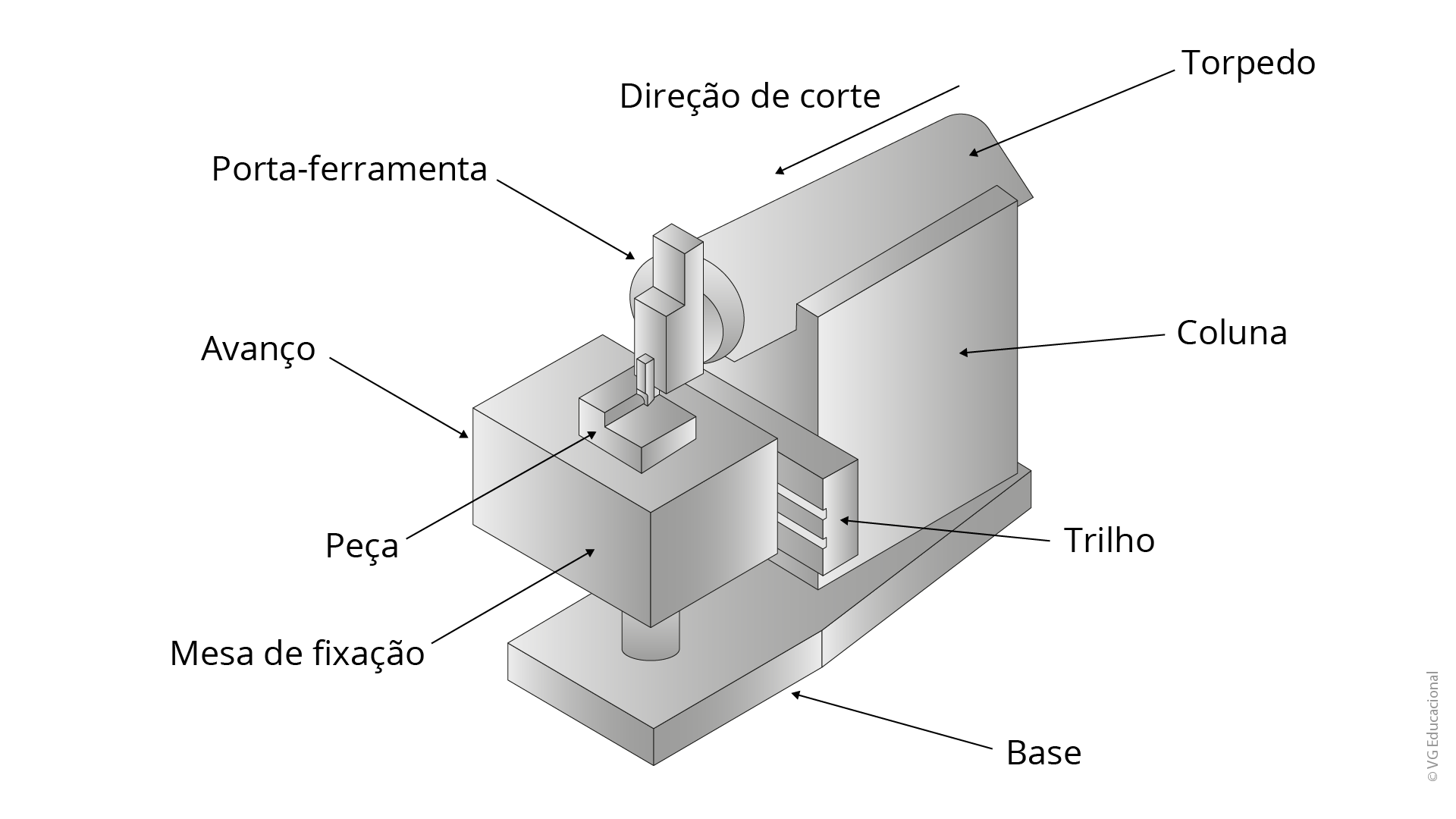
O maquinário responsável pela operação de aplainamento, a plaina limadora, realiza movimentos do tipo retilíneo alternativo, que é o “vaivém” que possibilita a movimentação da ferramenta sobre a respectiva superfície plana da peça, retirando-se, com isso, o material.
Dessa forma, podemos identificar um ciclo completo, compreendido em duas etapas:
Operacionalmente, podemos identificar que o valor especificado como o curso máximo para uma plaina limadora é, aproximadamente, 600 mm. Dessa forma, a utilização da plaina só é recomendada para peças com tamanho pequeno ou médio.
Outro fator a ser considerado no processo de aplainamento está relacionado à respectiva fixação das peças no equipamento, devido à excessiva pressão, em que:
Como característica de resultado, o processo de aplainamento pode atingir uma faixa de qualidade na ordem de IT7 a IT 11, assim como um acabamento superficial na ordem de Ra = 3,2, a 12,7 mm.
Ao analisarmos e considerarmos todas as características e especificações pertinentes ao processo de usinagem conhecido como aplainamento, constatamos que se trata de algo bem específico. Sobre o aplainamento, assinale a alternativa correta:
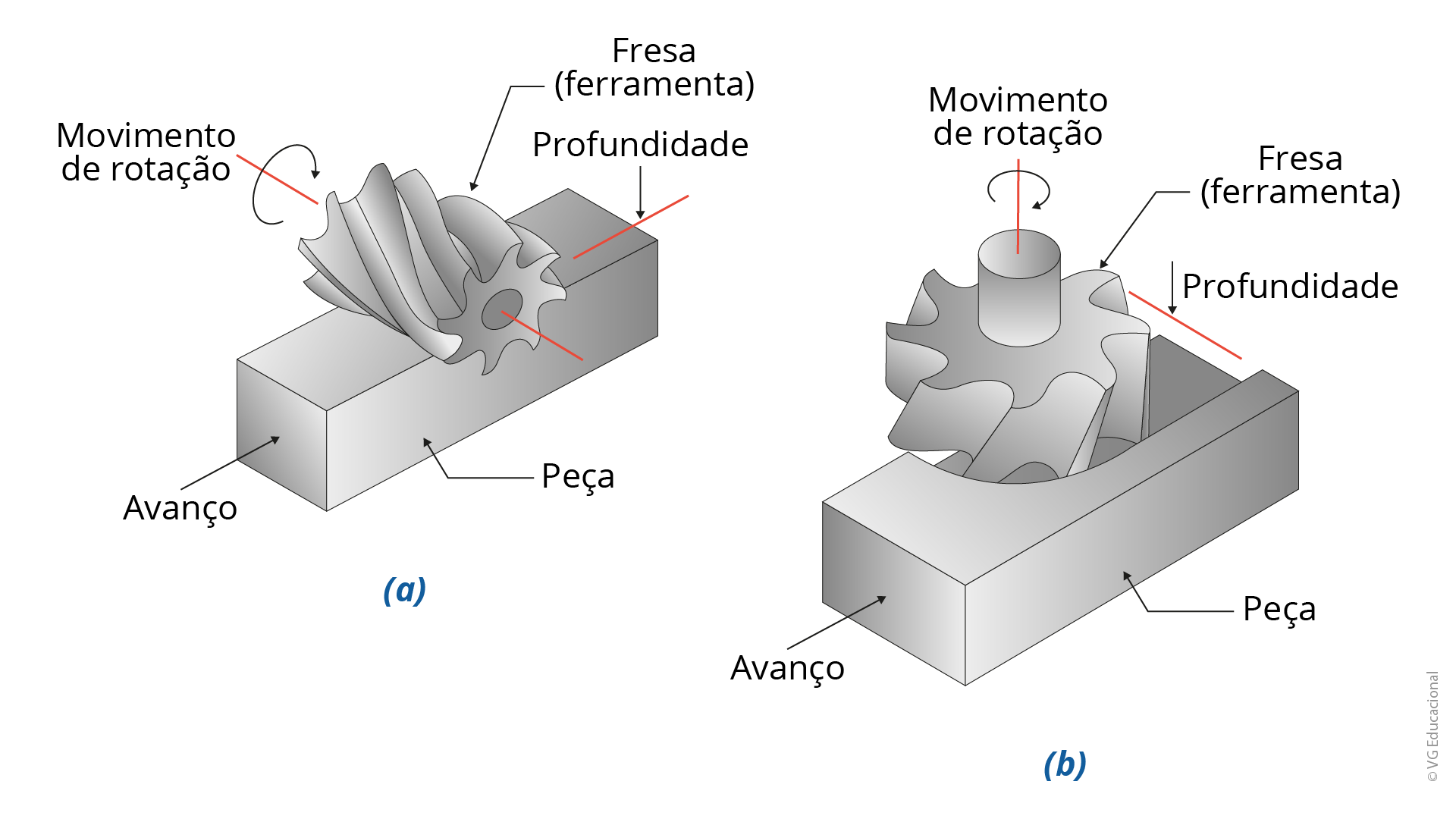
Conforme Stemmer (2008), o processo de usinagem por fresamento é realizado pela remoção de material da peça, de forma intermitente, por meio do respectivo movimento rotativo da ferramenta, que, geralmente, possui a característica de ser multicortante e a qual denominamos de fresa.

Basicamente, a peça a ser usinada apresenta um movimento de avanço em relação à ferramenta de corte, em que o gume da fresa realiza a remoção de uma parte do material dessa peça. Esse material é apresentado em forma de cavacos, com dimensões pequenas. A aplicação desse tipo de operação está associada à obtenção de peças com superfícies planas, bem como a contornos, rasgos, ranhuras, cavidades, roscas etc.
No processo de fresamento, podemos claramente identificar algumas características típicas, sendo elas:
I. Ferramenta multicortante (fresa, Figura 2.7):
A. possui arestas de cortes distribuídas de forma simétrica, em torno de um eixo;
B. movimento de rotação realizado em torno do seu eixo, possibilitando que as arestas de corte façam a retirada de material.

II. O movimento de avanço:
A. permite o prosseguimento da operação;
B. realizado pela peça que se encontra fixa à mesa.
III. O movimento de avanço faz com que a peça se aproxime da ferramenta para a usinagem.
Em termos de saídas do processo, a usinagem por fresamento é considerada uma operação que pode resultar em uma peça com uma tolerância aproximada de lT9 a IT11 e um acabamento superficial em torno de Ra = 1,6 a 6,3 mm.
A utilização de ferramentas reafiadas com objetivo de possibilitar um menor custo de produção tem ganhado força ao longo do tempo, principalmente com a entrada de empresas especializadas nesse segmento.
Fonte: Moura (2015)
Conforme definido por Ferraresi (2003), os métodos de fresamento podem ser classificados e divididos em dois grupos principais:
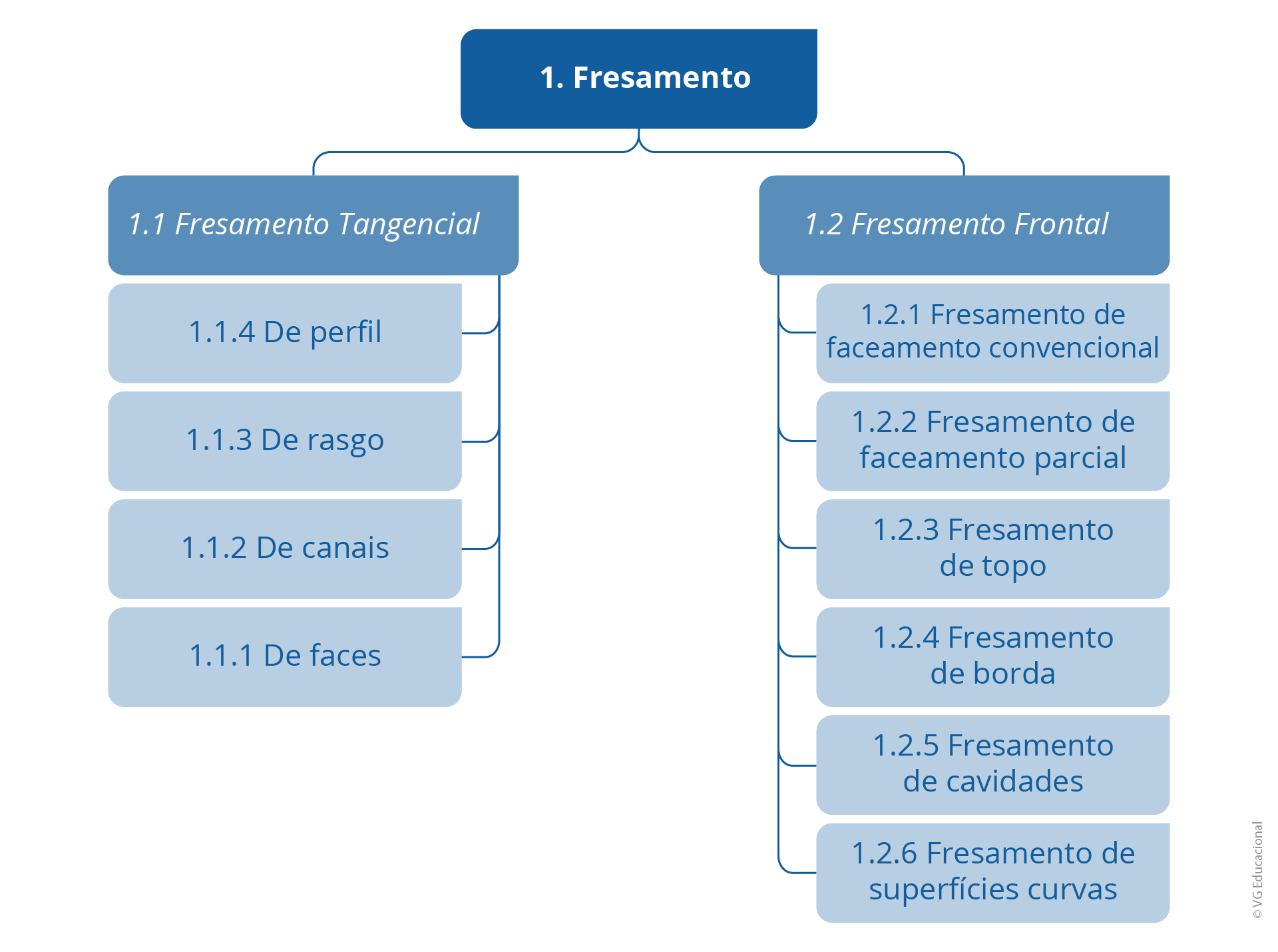
Em algumas situações, podemos identificar a ocorrência simultânea dos dois tipos básicos de fresamento, havendo ou não predominância de um sobre o outro.
O fresamento de topo é considerado um fresamento contínuo, circunferencial e frontal que utiliza uma fresa de topo. Ele fornece vantagens consideráveis durante a execução de superfícies de forma livre, assim como em rasgos e para cortes de todos os tipos e tamanhos.
De maneira geral, podemos considerar que as fresas de topo apresentam gumes em sua periferia e também em sua face. Sua produção pode proporcionar topo simples ou duplo, além de hastes e corpos cilíndricos ou cônicos, com uma diversidade de diâmetros e comprimentos. No mesmo sentido, pode possuir dois, três, quatro, seis e até mais canais, sendo, na maioria das vezes, helicoidais.
De forma estrutural, o topo pode ter formato reto, semiesférico ou toroidal. As fresas de topo podem ser inteiriças, com insertos ou gumes brasados, ou, ainda, com insertos intercambiáveis.
Leia o estudo a seguir e saiba mais sobre a utilização de ferramentas de corte de metal duro e cermet em operações de usinagem. O trabalho foi feito a fim de verificar a influência da variação do avanço, do quebra-cavaco e do material da ferramenta de corte nos parâmetros de resposta ao processo, tais como força de corte, rugosidade, formato do cavaco e análise das superfícies de saída e de folga dos insertos.
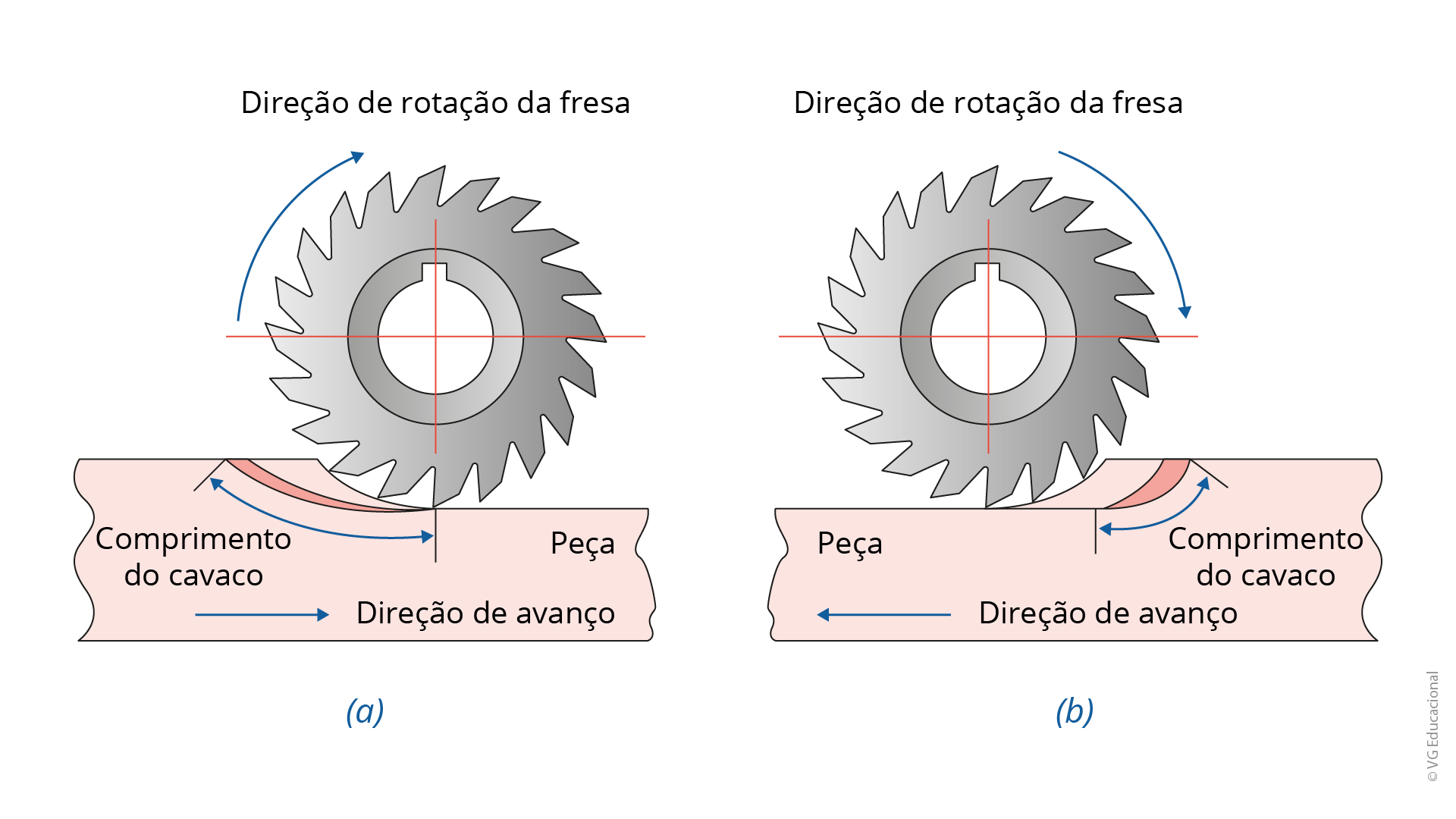
Uma das formas que podemos utilizar para distinguir o tipo de fresamento está relacionada à direção de corte e de avanço utilizado. No fresamento concordante, os movimentos de corte e de avanço possuem, em média, o mesmo sentido, ou seja, a operação de corte é iniciada com uma espessura considerada a máxima do cavaco.
Já no fresamento discordante, os movimentos de corte e de avanço possuem, geralmente, sentidos opostos, ou seja, o corte tem início com uma espessura considerada a mínima do cavaco.
Na situação em que o eixo da fresa intercepta a peça, temos um fresamento concordante e um fresamento discordante combinados. Basicamente, essa situação ocorre em processos de fresamento frontal e de topo.
Ao analisarmos as características e especificações relativas à operação de usinagem de fresamento, temos que o grupo identificado como fresamento cilíndrico tangencial apresenta quais características? Assinale a alternativa correta:
Necessariamente, podemos denominar de brochamento a operação que proporciona uma usinagem de forma linear e progressiva da superfície a ser trabalhada em uma peça, por meio da ação sucessiva e ordenada de arestas cortantes. Assim sendo, o processo de brochamento faz com que uma ferramenta que apresente ao longo de seu comprimento múltiplos gumes transversais, dispostos em série e em alturas consideradas crescentes, seja tracionada ou empurrada por um pré-furo existente ou uma superfície, realizando, assim, a remoção de material durante sua passagem. Com isso, temos como resultado uma peça na condição de já usinada e que apresenta a forma do perfil transversal estabelecido na ferramenta.
O ferramental que utilizamos no processo recebe o nome de brocha e apresenta diversos dentes com formas que se aproximam progressivamente da forma final estabelecida para a peça. No mesmo sentido, a ferramenta possui, ao longo de seu comprimento, alturas consideradas crescentes e que definem de antemão a penetração de avanço por dente.
Adicionalmente a isso, a máquina que executa essa atividade pode ser identificada como brochadeira.
O processo de brochamento tem a característica operacional de utilização externa ou interna, com base no tipo de trabalho da ferramenta em um furo passante ou em uma superfície aberta.
Basicamente, o movimento é caracterizado como retilíneo, com algumas exceções para o brochamento circular, sendo realizado de forma hidráulica ou mecanicamente. A ferramenta opera por tração ou compressão, e as brochadeiras que solicitam a compressão à brocha são normalmente verticais. Já as que tracionam a brocha podem ser horizontais ou verticais.
Em relação às questões históricas, podemos evidenciar que os processos de brochamento tiveram seus primeiros passos identificados nos Estados Unidos, sendo resultados da evolução da indústria automobilística. Hoje em dia, esses processos são utilizados em quase todos os ramos de fabricação seriada.
O processo de brochamento pode apresentar como vantagens:
Em termos funcionais, um dos principais benefícios do brochamento está relacionado à possibilidade da execução de desbaste, assim como ao semiacabamento e acabamento, sendo necessário tão somente um único passe e em apenas um ciclo de usinagem. Com isso, o processo é indicado para situações em que é necessária a produção de lotes de peças considerados grandes ou em que o custo atrelado à ferramenta é diluído com relação ao tamanho do lote produtivo.
Porém, com o brochamento, podemos ter a execução e a confecção de peças em quantidades menores, com as capacidades permitidas pelo brochamento.
Ao verificarmos e analisarmos as características e funções básicas do processo de usinagem por brochamento, é possível evidenciar seus principais benefícios a empresas e organizações. Nesse sentido, assinale a alternativa correta:

Editora : Blucher
Autores : Álisson Rocha Machado, Alexandre Mendes Abrão, Reginaldo Teixeira Coelho e Márcio Bacci da Silva
ISBN : 9788521204527
Comentário : princípios básicos sobre os processos de usinagem, aplicados a qualquer processo, independentemente dos materiais usinados. O livro aborda também os mais recentes avanços relativos aos materiais para ferramentas de corte, suas aplicações e vantagens, proporcionando uma visão bastante atualizada das melhores práticas em usinagem de materiais.
Ano : 2013
A ideia e a respectiva intenção da inclusão nas operações diárias de uma organização acabam, cada vez mais, abrindo espaço para ideias inovadoras e surpreendentes. Nesse sentido, já imaginaram um centro de usinagem que permite ser operado por uma pessoa com deficiência visual?
Nesta unidade, conseguimos realizar uma análise sobre as características e especificações de quatro processos de usinagem bem específicos. Inicialmente, observamos as bases teóricas e necessárias à implementação de um processo de furação, sendo essa operação centrada nas características das ferramentas utilizadas. Da mesma forma, conseguimos observar os tipos de operações de furação existentes. Sequencialmente, evidenciamos as operações de aplainamento, fresamento e brochamento, enfatizando as respectivas características dessas operações, assim como suas ferramentas e meios necessários à sua realização.
ABNT – ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR ISO 5419:2009: brocas helicoidais: termos, definições e tipos. Rio de Janeiro: ABNT, 2009.
ABNT – ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR ISO 10899:2010: brocas helicoidais com dois canais em aço rápido: especificações técnicas. Rio de Janeiro: ABNT, 2010.
ABNT – ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 16748:2019 : ferramentas manuais, abrasivas e de usinagem. Rio de Janeiro: ABNT, 2019.
DINIZ, A. E.; MARCONDES, F. C.; COPPINI, N. L. Tecnologia da usinagem dos materiais . 5. ed. São Paulo: Artliber, 2006.
FERRARESI, D. Fundamentos da usinagem dos metais . 11. ed. São Paulo: Edgard Blücher Ltda., 2003.
GROOVER, M. P. Fundamentos da moderna manufatura . Rio de Janeiro: LTC, 2017.
MACHADO, A. R. et al . Teoria da usinagem dos materiais . São Paulo: Blucher, 2009.
MOURA, R. M. et al . Desempenho de fresas de metal duro reafiadas no fresamento de topo de um aço P20 para moldes e matrizes. In : CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO, 8., Salvador, 2015. Anais […]. Salvador, 2015. Disponível em: http://abcm.org.br/app/webroot/anais/cobef/2015/PDFS/COF-2015-0188.PDF . Acesso em: 13 maio 2020.
REIS, B. C. M. et. al . Influência do material da ferramenta de corte sobre a usinabilidade do aço ABNT 4340 no torneamento. Revista Matéria , v. 24, n. 3, p. 1-17, 2019. Disponível em: https://www.scielo.br/pdf/rmat/v24n3/1517-7076-rmat-24-03-e12449.pdf . Acesso em: 13 maio 2020.
STEMMER, C. E. Ferramentas de corte II . 4. ed. Florianópolis: UFSC, 2008.